Introduction
Pipeline inspection is a critical component of asset integrity management across oil And gas, refineries, petrochemical plants, LNG terminals, power stations, and industrial facilities.
Two widely used ultrasonic inspection methods are:
➤ Conventional Ultrasonic Testing (UT)
➤ Long Range Ultrasonic Testing (LRUT), also known as Guided Wave Ultrasonic Testing (GWUT)
While both methods use ultrasonic waves, they serve very different purposes. Understanding the engineering differences between LRUT and Conventional UT is essential for selecting the correct inspection strategy.
What is Conventional Ultrasonic Testing (UT)?
Conventional UT is a localized thickness measurement method that uses high frequency ultrasonic waves to determine the remaining wall thickness at a specific point.
How it works:
➤ A transducer is placed directly on the pipe surface.
➤ Ultrasonic waves are transmitted into the material.
➤ The time of flight is measured.
➤ Wall thickness is calculated.
Key Characteristics:
➤ Point-based inspection
➤ Highly accurate thickness measurement
➤ Requires surface preparation
➤ Requires direct access
➤ Often requires insulation removal
Conventional UT is ideal for verification, not large scale screening.
What is Long Range Ultrasonic Testing (LRUT)?
LRUT is a screening method that uses low frequency guided waves to inspect long sections of pipeline from a single test location.
How it works:
➤ A circumferential collar is installed around the pipe.
➤ Guided waves propagate longitudinally.
➤ Reflections indicate changes in cross sectional area.
➤ Signals are analyzed and classified.
Key Characteristics:
➤ Long-range screening
➤ Bi-directional coverage
➤ Reduced access requirement
➤ Screening level detection
➤ Ideal for corrosion prioritization
LRUT is used for screening and prioritization, not exact thickness measurement.
Engineering Comparison: LRUT vs Conventional UT
|
Parameter |
Conventional UT | LRUT (Guided Wave UT) |
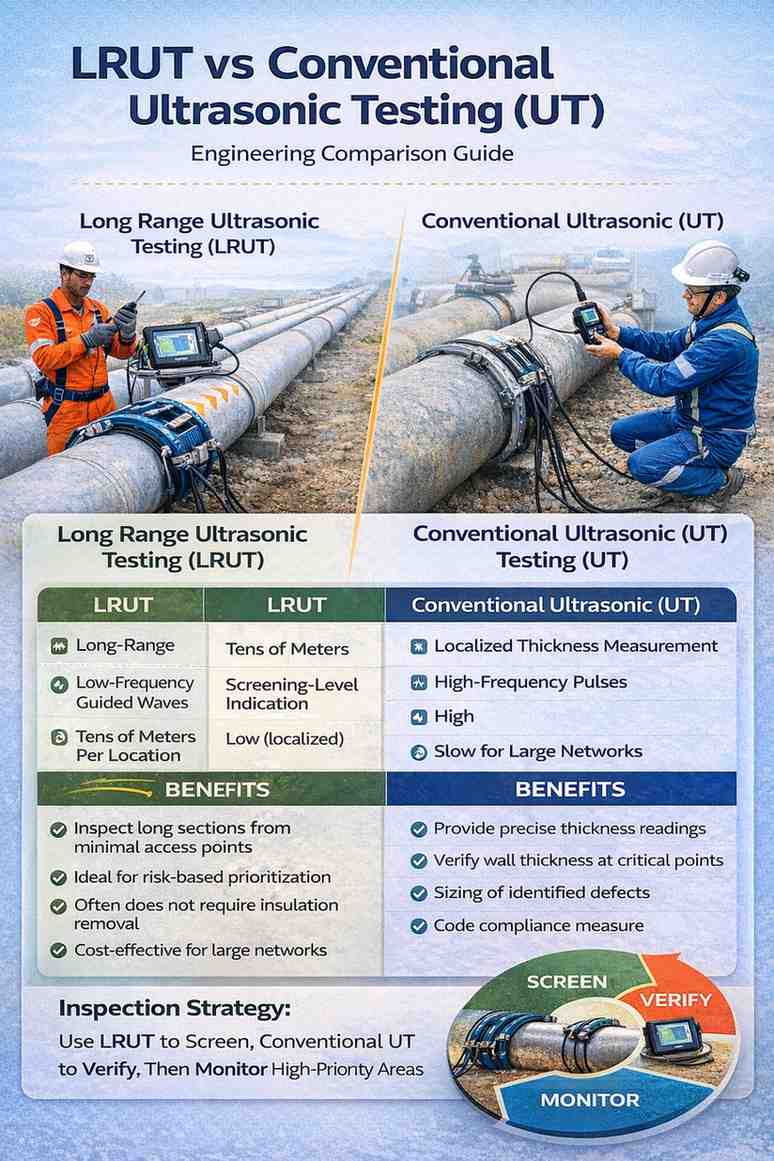
| Inspection Type | Localized thickness measurement | Long-range screening |
| Coverage | Single point | Tens of meters per test location |
| Accuracy | High thickness accuracy | Screening-level indication |
| Access Requirement | High | Low |
| Insulation Removal | Required | Minimal (localized) |
| Ideal Use | Verification & sizing | Screening & prioritization |
| Cost for Long Runs | High | Cost-effective |
| Speed | Slow for large networks | Fast for long sections |
| Engineering Complexity | Moderate | High (signal interpretation required) |
Conventional UT is ideal when:
➤ Exact wall thickness measurement is required
➤ Corrosion has already been identified
➤ Follow up inspection is needed after LRUT screening
➤ Code compliance requires precise thickness documentation
➤ Small isolated areas require verification
It is commonly used after LRUT identifies suspect zones.
When to Use LRUT ?
LRUT is ideal when:
➤ Long pipeline sections require rapid screening
➤ Corrosion risk is unknown
➤ Insulated pipelines need CUI prioritization
➤ Excavation should be minimized
➤ Road/rail crossing sections need assessment
➤ Transmission corridors require inspection
➤ Large industrial networks need risk based prioritization
LRUT significantly reduces inspection time and cost for large assets.
Why LRUT Does Not Replace Conventional UT ?
A common misconception is that LRUT replaces conventional UT.
In reality:
➤ LRUT identifies where to inspect.
➤ Conventional UT confirms how much wall loss exists.
The two methods complement each other in a structured integrity strategy.
Cost & Efficiency Considerations
Conventional UT for Long Pipelines:
➤ High labor hours
➤ Extensive scaffolding
➤ Insulation removal
➤ High access cost
LRUT for Long Pipelines:
➤ Minimal access points
➤ Reduced insulation removal
➤ Faster screening
➤ Lower overall cost
➤ Better prioritization
For large pipeline networks, LRUT provides significant economic advantage.
Engineering Complexity
LRUT requires advanced expertise because:
➤ Signal interpretation is complex
➤ Geometry reflections must be differentiated from corrosion
➤ Attenuation modeling is necessary
➤ Range prediction impacts coverage
This is why LRUT must be executed by certified and experienced specialists.
How NDT AND PWHT SOLUTIONS PVT LTD Approaches Both Methods ?
At NDT AND PWHT SOLUTIONS PVT LTD, we provide:
➤ Advanced LRUT screening services
➤ Engineering-led feasibility studies
➤ EMAT high-temperature guided wave capability
➤ Custom collar engineering
➤ ISO 9712 Certified Level I / II / III personnel
➤ Structured indication classification
➤ Detailed reporting And prioritization
➤ Follow-up inspection guidance
We integrate LRUT and conventional UT into a structured integrity strategy rather than treating them as competing methods.
Practical Inspection Strategy Recommendation
For optimal results:
➤ Conduct LRUT screening across long sections.
➤ Identify high and medium priority indications.
➤ Perform targeted conventional UT for confirmation.
➤ Update integrity management plan.
➤ Implement repeat monitoring where required.
This engineering-based workflow reduces cost and improves safety.
Conclusion
Both LRUT and Conventional UT are essential tools in pipeline inspection but they serve different purposes.
➤ Conventional UT provides precise thickness measurement.
➤ LRUT provides efficient long-range screening and prioritization.
When used together strategically, they form a powerful, cost-effective integrity management approach.
🌍 Contact Us – Your Global Pipeline Integrity Partner
NDT AND PWHT SOLUTIONS PVT LTD
Specialists in Long Range Ultrasonic Testing (LRUT) And Guided Wave Pipeline Inspection
📍 Headquartered in India | UAE Operational Support | 🌎 Worldwide Deployment
📧 support@solutionss.org
Speak with our LRUT engineering team to design a structured inspection strategy combining LRUT and conventional UT for your pipeline assets.