Introduction
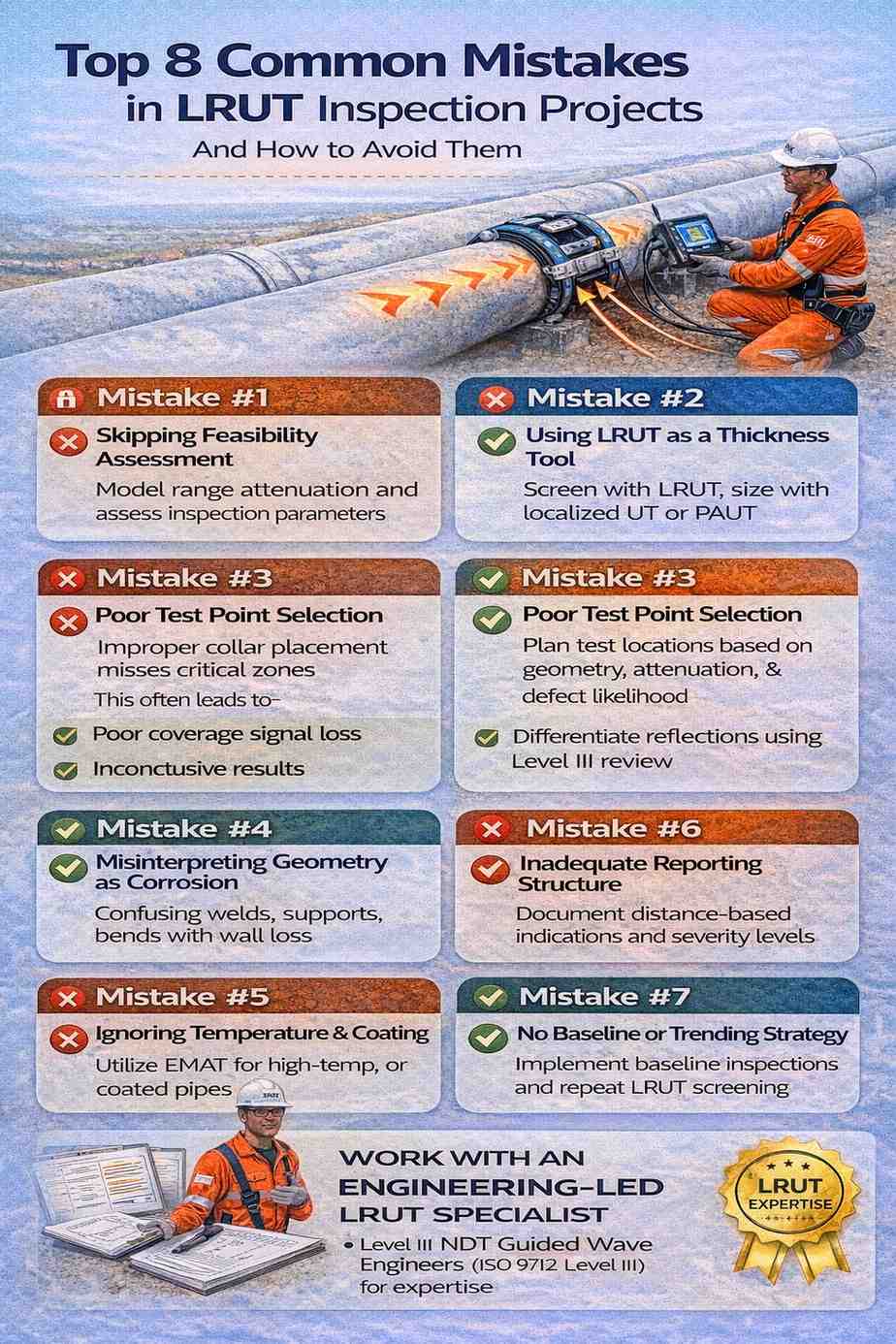
Long Range Ultrasonic Testing (LRUT), also known as Guided Wave Ultrasonic Testing (GWUT), is a powerful screening tool for pipeline integrity. However, like any advanced inspection technology, its effectiveness depends heavily on proper planning, execution, and interpretation. Many LRUT project failures are not due to the technology itself — they result from engineering oversights, poor feasibility assessment, or improper signal interpretation.
This article outlines the most common mistakes in LRUT inspection projects and explains how to avoid them.
Mistake 1 – Skipping Feasibility Assessment
❌ The Problem:
Some projects begin LRUT inspection without evaluating:
➤ Pipe geometry
➤ Coating thickness
➤ Support density
➤ Temperature
➤ Attachments
➤ Accessibility
➤ Expected attenuation
This often leads to:
➤ Poor coverage
➤ Signal loss
➤ Inconclusive results
✅ The Solution:
Always perform a structured LRUT feasibility study including:
➤ Range prediction modeling
➤ Test point engineering
➤ Technology selection (Piezo vs EMAT)
At NDT AND PWHT SOLUTIONS PVT LTD, engineering-led feasibility is mandatory before deployment.
Mistake 2 – Using LRUT as a Thickness Measurement Tool
❌ The Problem:
LRUT is sometimes incorrectly treated as a precise wall thickness measurement method.
LRUT is a screening tool — not a sizing tool.
✅ The Solution:
Use LRUT to:
➤ Screen long sections.
➤ Identify suspect zones.
➤ Perform localized UT or PAUT for confirmation.
A structured screening → verification workflow ensures accuracy.
Mistake 3 – Poor Test Point Selection
❌ The Problem:
Improper placement of LRUT collars can reduce coverage or miss critical areas.
Common errors:
➤ Installing near heavy geometry
➤ Installing too close to elbows
➤ Ignoring support density
➤ Overlooking attenuation zones
✅ The Solution:
Engineering-based test point planning including:
➤ Geometry mapping
➤ Coverage overlap design
➤ Risk-based prioritization
Mistake 4 – Misinterpreting Geometry as Corrosion
❌ The Problem:
Reflections from welds, supports, and clamps are sometimes misclassified as corrosion.
This results in:
➤ Unnecessary excavation
➤ Excessive insulation removal
➤ Increased inspection cost
✅ The Solution:
Signal interpretation must include:
➤ Weld spacing correlation
➤ Geometry discrimination
➤ Multi-frequency analysis
➤ Level III engineering review
Mistake 5 – Ignoring Temperature & Coating Effects
❌ The Problem:
Using standard piezoelectric systems in high-temperature environments without considering signal degradation.
Or ignoring coating damping effects.
✅ The Solution:
Select technology based on conditions:
➤ Use Piezoelectric for ambient pipelines
➤ Use EMAT for high-temperature or coated pipelines
➤ Conduct attenuation modeling before inspection
Mistake 6 – Inadequate Reporting Structure
❌ The Problem:
Poor documentation leads to:
➤ Confusion during verification
➤ Regulatory non-compliance
➤ Maintenance inefficiency
➤ Loss of baseline data
✅ The Solution:
Reports must include:
➤ Distance-based indication tables
➤ Severity classification (High / Medium / Low)
➤ Feature correlation
➤ Engineering summary
➤ Follow-up recommendations
Structured reporting protects both safety and budget.
Mistake 7 – No Baseline or Trending Strategy
❌ The Problem:
Performing one-time screening without planning repeat monitoring.
Corrosion progression goes unnoticed.
✅ The Solution:
Implement:
➤ Baseline LRUT documentation
➤ Scheduled repeat inspection
➤ Trend comparison analysis
➤ Risk-based reclassification
LRUT becomes significantly more valuable when integrated into long-term monitoring.
Mistake 8 – Treating LRUT as a “Plug-and-Play” Tool
❌ The Problem:
LRUT requires expertise. It is not a simple data-collection device.
Without experienced interpretation:
➤ False positives increase
➤ False negatives occur
➤ Engineering decisions become unreliable
✅ The Solution:
Work with certified specialists:
➤ ISO 9712 Level I / II / III
➤ OEM Certified Guided Wave Engineers
➤ Engineering-led methodology
➤ QA-driven workflow
Best Practice Workflow for LRUT Projects
To avoid common mistakes, follow this structured approach:
➤ Feasibility Study
➤ Range Prediction Modeling
➤ Test Point Engineering
➤ Technology Selection (Piezo or EMAT)
➤ Long-Range Screening
➤ Indication Classification
➤ Targeted Verification
➤ Structured Reporting
➤ Baseline Documentation
➤ Repeat Monitoring Program
This engineering-led process ensures reliable results.
How NDT AND PWHT SOLUTIONS PVT LTD Avoids These Mistakes
We provide:
✔ Engineering-driven feasibility assessment
✔ Structured test point planning
✔ Certified Level III signal interpretation
✔ Piezo + EMAT capability
✔ Custom collar engineering (1.5”–72”+)
✔ QA-controlled reporting system
✔ Global mobilization capability
✔ Long-term integrity partnership approach
We operate as a Guided Wave Engineering Specialist, not simply an inspection contractor.
Conclusion
LRUT is a powerful and cost-effective pipeline screening method — but only when executed correctly.
Most LRUT project failures stem from planning and interpretation errors, not technology limitations.
By applying structured engineering methodology and certified expertise, pipeline operators can maximize inspection reliability while minimizing cost and risk.
🌍 Contact Us Your Global Pipeline Integrity Partner
NDT AND PWHT SOLUTIONS PVT LTD
Specialists in Long Range Ultrasonic Testing (LRUT) & Guided Wave Pipeline Inspection
📍 Headquartered in India | UAE Operational Support | 🌎 Worldwide Deployment
📧 support@solutionss.org
Speak with our LRUT engineering team to design a structured and mistake-free LRUT inspection program.